- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

ईपीएस मशीन अँगल सीट व्हॉल्व्हची स्थापना आणि पृथक्करण
2022-01-13
एंगल सीट व्हॉल्व्ह हा ईपीएस मशीनचा महत्त्वाचा भाग आहे, दुरुस्ती किंवा स्थापना कशी महत्त्वाची आहे.

1. स्थापना आणि वापर
1.1 कृपया विशिष्ट परिस्थितीनुसार वाल्व स्थापनेची दिशा निवडा;
1.2 स्थापनेपूर्वी, कृपया पाईप साफ करण्याचे सुनिश्चित करा, विशेषत: नवीन पाईप, वेल्डिंग स्लॅग, गंज, धूळ साफ करणे आवश्यक आहे, जेणेकरून वाल्वच्या अशुद्धींना नुकसान होणार नाही; पाईपलाईन घट्टपणे आणि कंपन न करता समर्थित केल्या पाहिजेत. जड वाल्व्ह स्थापित करताना, वाल्व्ह आणि पाइपलाइनवर जास्त वजन किंवा कंपन होण्यापासून रोखण्यासाठी वाल्व्ह लटकण्यासाठी किंवा पुढे जाण्यासाठी अतिरिक्त समर्थन आवश्यक आहे.
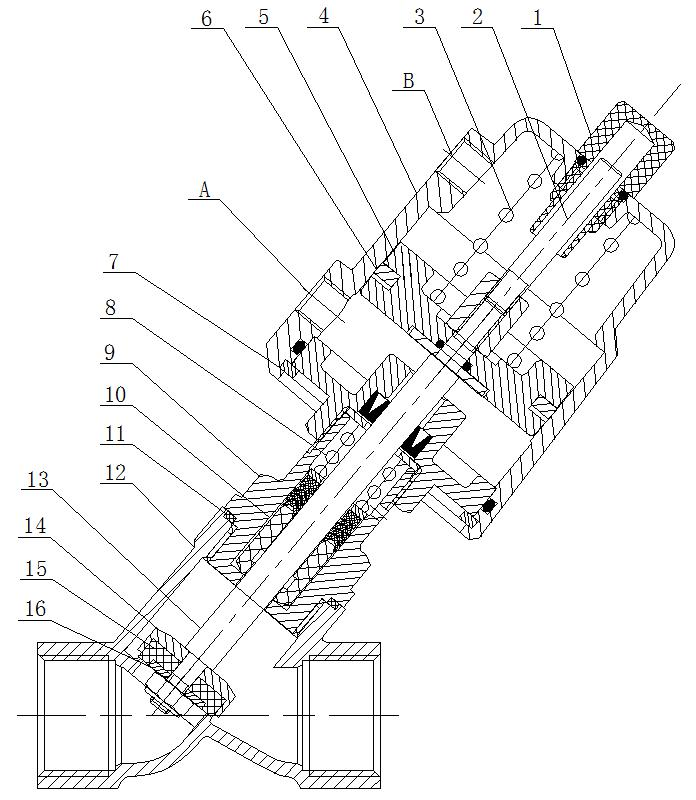
1.3 वाल्व स्थापित करण्यापूर्वी, वाल्व लेबलवरील मॉडेल, पॅरामीटर्स, वैशिष्ट्य आणि कनेक्शन मोड तपासा आणि ते फील्ड कामाच्या परिस्थितीच्या आवश्यकता पूर्ण करत असल्याची खात्री करा. त्याच वेळी, कृपया सिलेंडर, व्हॉल्व्ह बॉडी, खिडकी इत्यादी तपासा, बाह्य नुकसान होणार नाही याची खात्री करा;
1.4 नियंत्रण हवेच्या स्त्रोतासह सुसज्ज असताना, कृपया खात्री करा की हवेचा स्रोत कोरडा आणि स्वच्छ आहे आणि क्षमता आणि दाब पुरेसे आहेत;
1.5 वाल्व स्थापित करण्यापूर्वी, कृपया पाइपलाइन बंद करा आणि दाब काढून टाका. पाइपलाइनमध्ये उच्च दाब किंवा धोकादायक माध्यमांच्या हानीपासून सावध रहा;
1.6 फ्लॅंज व्हॉल्व्हच्या स्थापनेमध्ये, फ्लॅंजच्या दोन्ही टोकांची स्थापना, कोनीय घट्ट करणे आवश्यक आहे आणि कर्ण घट्ट करताना एकतर्फी बोल्ट रोटेशन एका वर्तुळात नियंत्रित केले जावे, एकतर्फी घट्ट न करता, परिणामी झुकण्याची शक्ती, वापरावर परिणाम होतो. ;
1.7 वेल्डिंगच्या स्वरूपात वाल्व स्थापित करताना, अॅक्ट्युएटर प्रथम वाल्वमधून काढून टाकणे आवश्यक आहे, आणि नंतर वाल्व पाइपलाइनवर वेल्डेड केले जाते;
1.8 घाण आणि अशुद्धींना अडथळे आणणे आणि चिकटणे टाळण्यासाठी काढून टाकलेल्या व्हॉल्व्ह बॉडी गॅस्केट, व्हॉल्व्ह कोर गॅस्केट आणि कनेक्टिंग स्क्रू ग्रेनचे संरक्षण करण्याची काळजी घ्या

2. वाल्व वेगळे करणे आणि देखभाल करणे
2.1 वाल्व काढून टाकणे
2.1.1 वाल्व वेगळे करण्यापूर्वी, वाल्वमधील उच्च-दाब द्रवपदार्थ रिकामा करणे आवश्यक आहे आणि वाल्वमधील मध्यम दाब काढून टाकणे आवश्यक आहे. जर माध्यम उच्च तापमान, ज्वलनशील, विषारी किंवा संक्षारक असेल तर, मानवी शरीराला आणि उपकरणांना अपघाती इजा टाळण्यासाठी ते पूर्णपणे काढून टाकणे आवश्यक आहे;
2.1.2 वाल्व बॉडी काढून टाकणे: या स्थितीत, वाल्व बॉडी सामान्य तापमानात पुनर्संचयित करणे आवश्यक आहे आणि वाल्व बॉडी निश्चित करणे आवश्यक आहे. संकुचित हवा सिलेंडरच्या खालच्या भागात असलेल्या एअर इनलेट होलमधून प्रवेश केली जाईल आणि वाल्वचा दरवाजा उघडला जाईल आणि जोडाच्या सहा बाजू संबंधित आकाराच्या रेंचने घट्ट केल्या पाहिजेत आणि वाल्व बॉडी घड्याळाच्या दिशेने थ्रेड फिरवून काढा. टीप: डिससेम्बल केलेले भाग बम्पिंग टाळण्यासाठी सीलिंग पृष्ठभागांचे संरक्षण करतील आणि पुन्हा जोडण्याची नोंद ठेवतील; सीलिंग पृष्ठभाग संरक्षित करण्यासाठी भाग, धक्के टाळण्यासाठी, आणि एक चांगला रेकॉर्ड परत करा;

2.1.3 सिलेंडर काढणे: स्प्रिंगच्या मोठ्या ताकदीमुळे, जेव्हा क्लॅम्पिंग सिलेंडर सिलेंडर आणि एंड कव्हर क्लॅम्पिंग स्प्रिंग काढले जाते, तेव्हा क्लॅम्पिंग स्प्रिंग प्लायर्स वापरण्यापूर्वी स्पूल आणि व्हॉल्व्ह स्टेमचे भाग विशेष क्लॅम्पिंग उपकरणांद्वारे दाबले जावेत. क्लॅम्पिंग स्प्रिंग हळूहळू बाहेर काढा आणि नंतर क्लॅम्पिंग उपकरणे वरच्या दिशेने सोडवा आणि उर्वरित भाग बाहेर काढा. टीप: 1) स्प्रिंग बाहेर काढल्यानंतर, मजबूत स्प्रिंगला भाग पॉपअप होण्यापासून धोका आणि नुकसान होऊ नये म्हणून दाबण्याच्या उपकरणाचा दाब हळूहळू काढून टाकला पाहिजे आणि रीलोडिंगची नोंद करावी; 2) 101 मालिका अँगल व्हॉल्व्ह सिलेंडर काढण्याची शिफारस केलेली नाही, जर 11
सिलिंडरच्या कोणत्याही समस्यांसाठी कृपया तुमच्या ESG विक्री प्रतिनिधीशी संपर्क साधा.
2.1.4 सीलचे पृथक्करण: सीलचे पृथक्करण करताना, धारदार साधने पृथक्करणासाठी वापरली जाऊ नयेत आणि डिससेम्बल सील आणि त्यांचे वाहक यांचे सीलिंग पृष्ठभाग टक्कर किंवा अॅक्सेसरीजचे नुकसान टाळण्यासाठी चांगले संरक्षित केले जावे आणि पुन्हा एकत्रीकरण रेकॉर्ड केले जाईल. केले;
2.1.5 मॅन्युअल अँगल सीट व्हॉल्व्ह क्रम काढून टाकणे: व्हॉल्व्ह बॉडी काढा, हँड व्हील पिन काढा, हँड व्हील काढा, दाबणारा नट स्क्रू करा आणि शेवटी स्पूल, स्टेम आणि सील वेगळे करा.
2.2 वाल्व पुन्हा स्थापित करा
2.2.1 सील पुन्हा जोडणे: वेगळे केलेले वाल्व्ह संबंधित समस्यांना सामोरे जावे. उपचारानंतर, ते पृथक्करण आणि पुनर्संचयित नोंदीनुसार क्रमाने स्थापित केले जावे. टीप: स्थापित करताना सीलिंग भाग जागेवर स्थापित केले पाहिजेत आणि रबर रिंगची कोणतीही विकृती नाही. सीलिंग रिंग स्थापित करण्यापूर्वी, स्नेहन तेल स्थापित भागाच्या खोबणीमध्ये समान रीतीने लेपित केले पाहिजे आणि नंतर सीलिंग रिंग स्थापित केली पाहिजे आणि सीलिंग रिंगच्या बाह्य पृष्ठभागावर पुन्हा वंगण तेलाने लेपित केले पाहिजे. वाजवी आणि प्रभावी ल्युब ऑइल हे वाल्वचा सामान्य आणि प्रभावी वापर सुनिश्चित करण्यासाठी आधार आहे;
2.2.2 सिलेंडर रीलोड करणे: बदली भागांची असेंब्ली पूर्ण झाल्यानंतर, हळूहळू पिस्टन आणि एंड कव्हर सिलेंडरमध्ये आयात करा आणि नंतर सिलेंडरचे असेंब्ली पूर्ण करण्यासाठी स्प्रिंग स्थापित करा;
2.2.2.1 जेव्हा पिस्टन आणि एंड कव्हर सादर केले जातात, तेव्हा सिलिंडर उजवे केल्यानंतर हळूवारपणे सादर केले जावे, अन्यथा पिस्टन रिंग आणि सीलिंग रिंग विक्षेपणामुळे फाटल्या जातील, सीलिंगवर परिणाम होईल;
2.2.2.2 स्प्रिंगला ग्रूव्हमध्ये क्लॅम्प केल्यानंतर, सिलेंडरच्या स्प्रिंग ग्रूव्हमध्ये स्प्रिंग 100% पूर्णपणे जाम आहे की नाही ते तपासा आणि स्प्रिंग पूर्णपणे सिलिंडरमध्ये जाम झाले आहे की नाही हे तपासल्यानंतर प्रेसिंग उपकरणे सोडा आणि नंतर सीलिंग करा. सिलेंडरची तपासणी;
2.2.3 व्हॉल्व्ह बॉडी रीलोडिंग: तपासणी योग्य झाल्यानंतर, सिलेंडरच्या एअर इनलेट होलमधून हवा दाबा, पिस्टन वर उचला, व्हॉल्व्ह बॉडी सीलिंग पॅड लावा आणि स्क्रू ग्रेनवर अँटी-स्टक एजंट लावा आणि नंतर वाल्व बॉडी घट्ट करण्यासाठी स्क्रू करा आणि नंतर पूर्ण झाल्यानंतर वाल्व बॉडी तपासणी करा.
2.3 रीलोडिंग वाल्व चाचणी
2.3.1 दुरुस्ती केलेला झडपा ऑफलाइन दाब चाचणीनंतर पुन्हा पाइपलाइनमध्ये स्थापित केला जाईल आणि कोणतीही असामान्यता उद्भवणार नाही;
2.3.2 वाल्व बॉडी सीलिंग तपासणी: वाल्व कोर सीलिंग गॅस्केट तपासणी, वाल्व बॉडी सीलिंग गॅस्केट तपासणी आणि कनेक्टिंग होल तपासणी;
2.3.2.1 आवश्यक दाबाची संकुचित हवा कामकाजाच्या स्थितीनुसार वाल्वमध्ये जाऊ शकते आणि संपूर्ण वाल्व बॉडी आणि कनेक्शन पाण्यात बुडवले जाऊ शकते आणि तेथे आहे की नाही हे पाहण्यासाठी दबाव 30 सेकंद धरून ठेवला जाऊ शकतो. गळती आहे. बबल नसल्यास, ते पात्र आहे, अन्यथा ते पुन्हा दुरुस्त करणे आवश्यक आहे;
2.3.3 सिलेंडर सील तपासणी: विंडो सील तपासणी, एंड कव्हर ओ-रिंग तपासणी आणि पिस्टन रिंग सीलिंग तपासणी समाविष्ट आहे;
2.3.3.1 7bar संकुचित हवा सिलेंडरच्या खालच्या भागात असलेल्या एअर इनलेट होलमधून जाऊ शकते आणि संपूर्ण सिलेंडर आणि शेवटची टोपी पाण्यात बुडविली जाऊ शकते आणि तेथे आहे की नाही हे पाहण्यासाठी दबाव 30 सेकंद धरून ठेवला जातो. गळती बबल नसल्यास, ते पात्र आहे, अन्यथा ते पुन्हा दुरुस्त करणे आवश्यक आहे.
